
Vorwort
Für Problemfälle stehen mir diverse Messgeräte sowie ein Sicherheits-Trenntransformator zur Verfügung. In einigen Situationen kann ein „Dim Bulb Tester“ trotzdem noch nützlich sein.
Das Internet ist voll von diversen Bauvorschlägen, doch alle, die ich bisher gesehen habe, basieren auf klassischen Glühbirnen. Diese sind, in den benötigten Leistungen, in der EU kaum noch zu bekommen. Da ich aber noch über einige R7s Leuchtmittel (Stab-Halogen) mit unterschiedlichen Leistungen verfüge, habe ich beschlossen einen „Dim Bulb Tester“ (weiter in dieser Beschreibung als DBT bezeichnet) zu bauen, der mit diesen Leuchtmittel arbeitet.
Funktionsweise
Ein DBT wird üblicherweise in Serie mit dem Gerät geschaltet welches überprüft werden soll. Aus diesen beiden Geräten ergibt sich ein Spannungsteiler. Da kalte Glühbirnen einen sehr niedrigen Widerstand haben (z.B. 27,86 Ω bei 120W), bekommt das zu testende Gerät eine relativ hohe Spannung am Eingang. Kommt es in diesem Moment zum Kurzschluss innerhalb des getesteten Gerätes, dann verändert sich das Teilungsverhältnis der Spannung am Spannungsteiler bzw. an beiden Geräten so, dass die Netzspannung fast ausschließlich am DBT abfällt, wodurch sich seine Leuchtmittel erwärmen und zum Leuchten beginnen. Das bewirkt einen Anstieg des Leuchtmittel-Widerstands und eine Strom-Begrenzung (z.B. auf 0,52A bei 120W).
Funktioniert das geprüfte Gerät, dann sollten die DBT-Leuchtmittel nicht leuchten. Falls die DBT-Leuchtmittel aufleuchten, dann zieht das geprüfte Gerät zu viel Strom und sollte lieber nicht direkt an das Stromnetz angeschlossen werden.
Der DBT funktioniert am besten, wenn die Leistung des DBT ungefähr der Leistung des geprüften Gerätes entspricht.
Nur Leuchtmittel mit einem Wolfram-Glühfaden sind dafür geeignet! Mit Energiesparlampen bzw. LED-Leuchtmittel funktioniert der DBT nicht!
Verwendetes Equipment
Beim Aufbau des Gerätes wurden folgende Werkzeuge verwendet:
- CNC-Portalfräse.
- 3D-Drucker.
- Lötstation.
- Crimpzange für Ader-Endhülsen und Flachstecker.
- Schraubenzieher.
- Seitenschneider.
Verwendete Software
| 3D Design: | 123D Designer |
| 3D Slicer: | Ultimaker Cura |
| CNC Entwurf und Steuerung: | Galaad |
| Schaltplan und PCB Entwurf: | KiCAD |
| Frontplattendesign: | Target 3001 (Spezialversion) |
Ich verlinke hier nicht auf die jeweilige Download Seite, da sich URL’s relativ oft ändern. Alle Applikationen sind mit Hilfe einer der üblichen Suchmaschinen leicht zu finden.
Der 123D Designer wird nicht mehr weiterentwickelt. Als Ersatz kann ich Fusion 360 vom gleichen Hersteller empfehlen. Auch für diese Applikation ist eine „Maker“ bzw. „Startup“-Lizenz verfügbar und die 123D-Modelle lassen sich in Fusion 360 importieren und weiter bearbeiten.
Auswahl der Fassung
Die meisten Fassungen, die ich im Versandhandel gefunden habe, sind anscheinend schon für LED-Leuchtmittel vorgesehen und würden daher die von mir angepeilte Leistung gar nicht vertragen. Es geht hier nicht nur um die Stromstärke sondern auch um hohe Temperatur die beim Betrieb solcher Leuchtmittel entsteht. Auch wenn der Tester nur sehr kurz im Betrieb sein wird und sich in dieser Zeit vermutlich nicht nennenswert erwärmen wird, müssen Grenzwerte berücksichtigt werden.
Bei der Suche habe ich daher folgendes vorausgesetzt:
- Keramik-Ausführung.
- Silikon-Zuleitung.
- Für hohe Ströme geeignet.
Im Endeffekt sind nur 2 Kandidaten in die engere Auswahl gekommen. Die hier vorgestellte Fassung hat sich aufgrund der massiven Bauweise durchgesetzt:
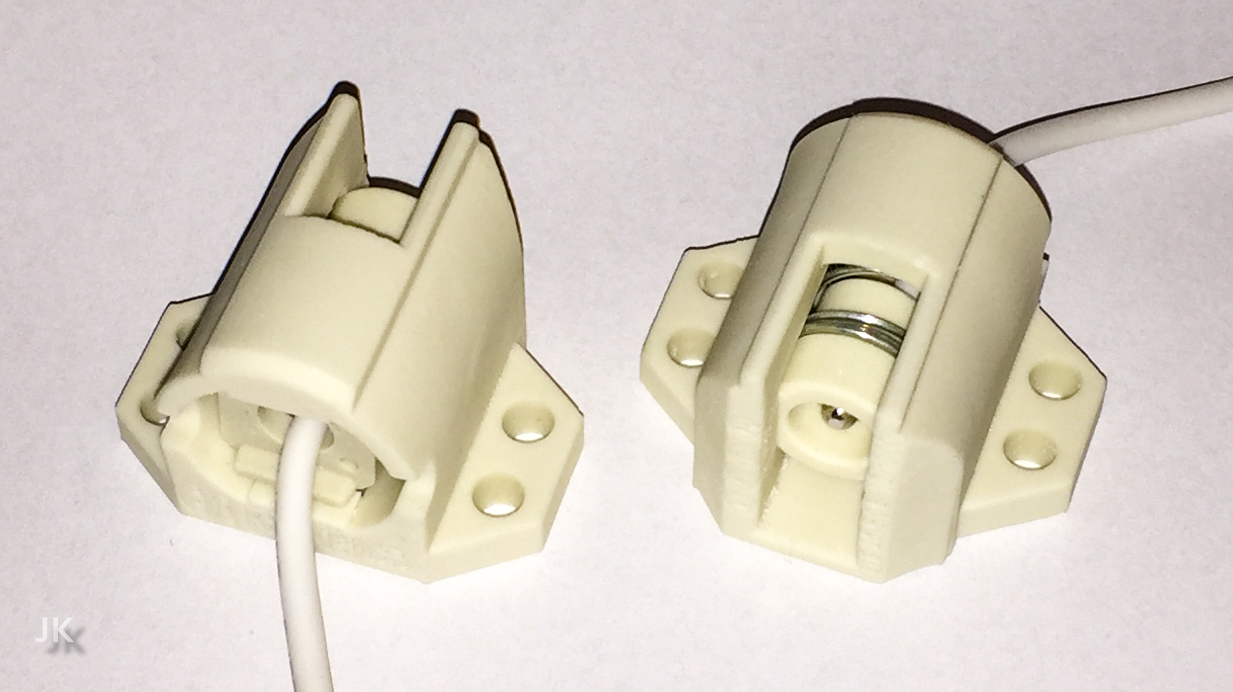
Verkäufer-Angaben zur gewählten Fassung:
| Bezeichnung: | R7s Halterung |
| Spannung: | 220VAC |
| Leistung: | 75-400W |
| Größe: | ca. 1,8 x 1,4x 1,2 Zoll |
| Kabellänge: | ca. 7 Zoll |
| Material: | Keramik |
| Paket-Inhalt: | 2 Stück |
| Bezugsquelle: | eBay |
| Preis: | €5,56/Paar |
Von den gelieferten Fassungen hatte eine einen Produktionsfehler und eine hat den Transport nicht überstanden. Beide wurden vom Verkäufer anstandslos ersetzt.
Schaltplan
Damit die Leistung des Testers ohne Leuchtmittel-Wechsel einstellbar ist, habe ich ihn so entworfen, dass er mit vier Leuchtmittel unterschiedlicher Leistung bestückt werden kann. Alle Leuchtmittel lassen sich mittels Schalter miteinander kombinieren um in die Nähe der gewünschten Leistung zu kommen. Durch die Parallelschaltung addieren sich die Leistungen der aktivierten Leuchtmittel.
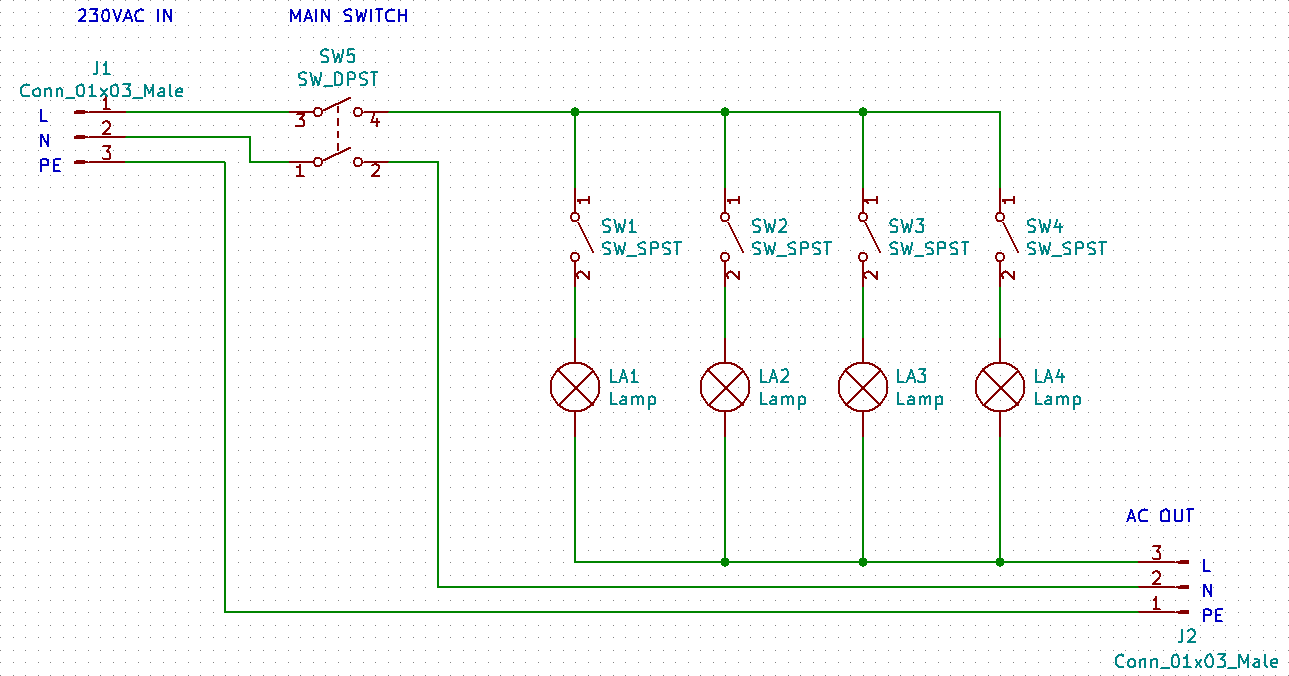
Die einstellbaren Leistungen sind von den Leistungen der einzelnen Leuchtmittel abhängig. Wie meine Konfiguration aussieht, beschreibe ich weiter unten, im Abschnitt „Bestückung mit Leuchtmittel“.
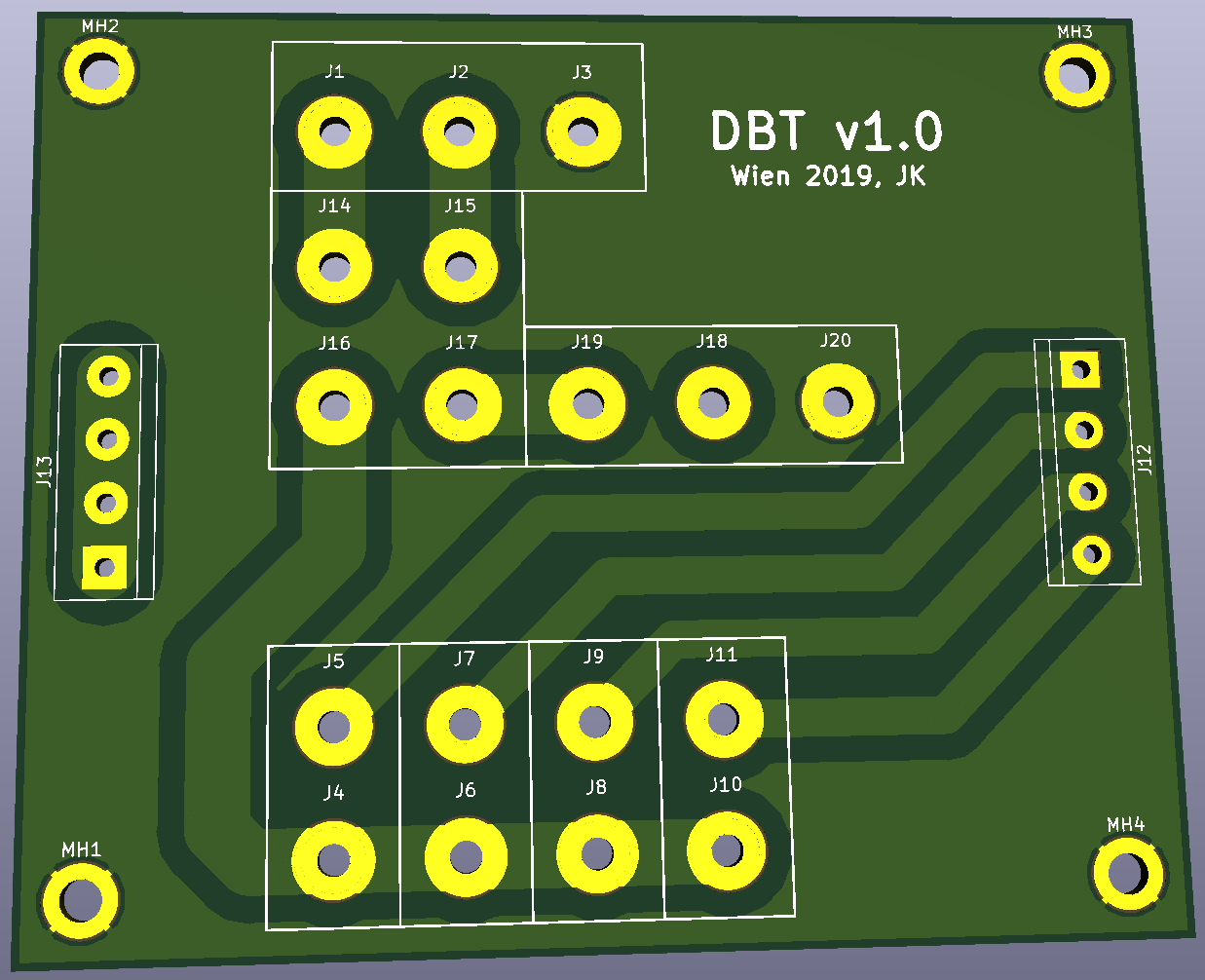
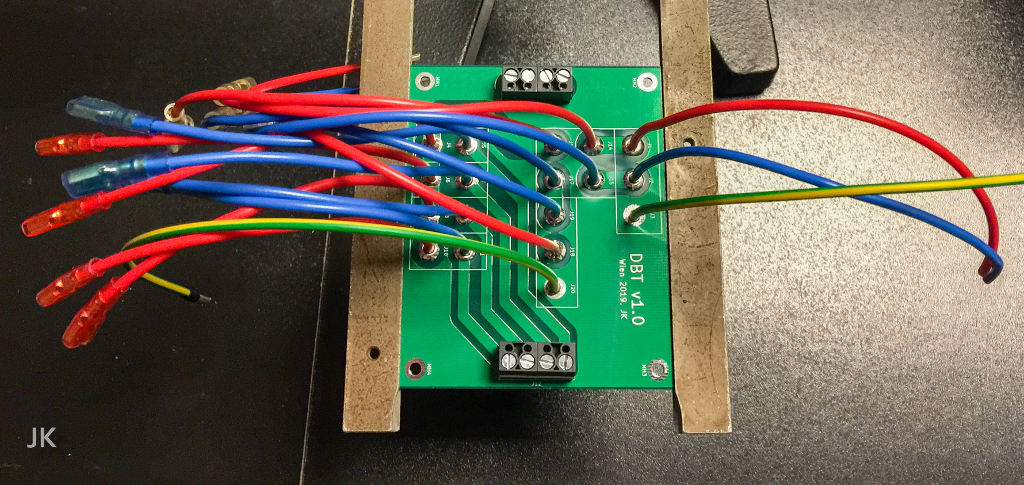
PCB
Die Leiterplatte ist sehr einfach. Im Prinzip wäre auch eine frei fliegende Verkabelung aller Komponenten möglich, allerdings vereinfacht die Leiterplatte eine eventuell notwendige, nachträgliche Wartung des Testers.
CAD Entwürfe
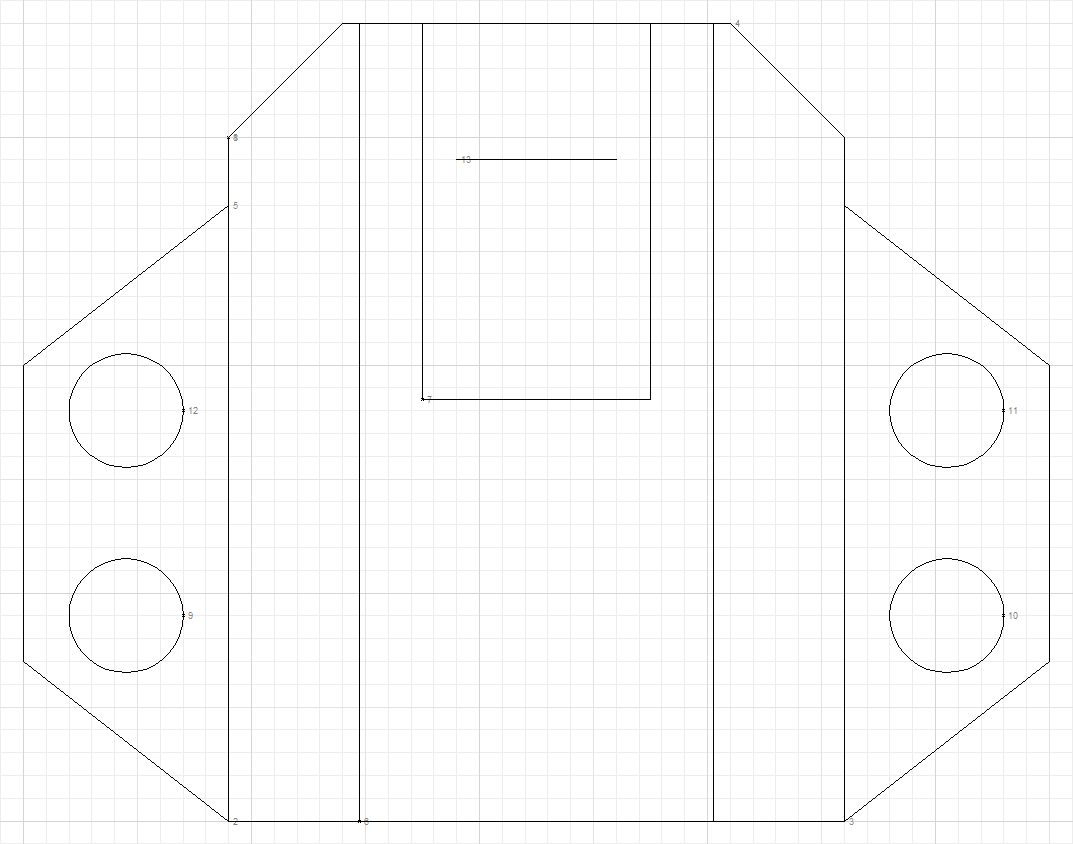
R7s Fassung
Der Halter enthält keine Schnittkanten. Alle Linien sind aus dem Fräsvorgang ausgeschlossen. Dieses Objekt (Dateiname: Holder1.gal) wird nur dazu verwendet, die Anordnung der Fassungen auf der Grundplatte zu optimieren.
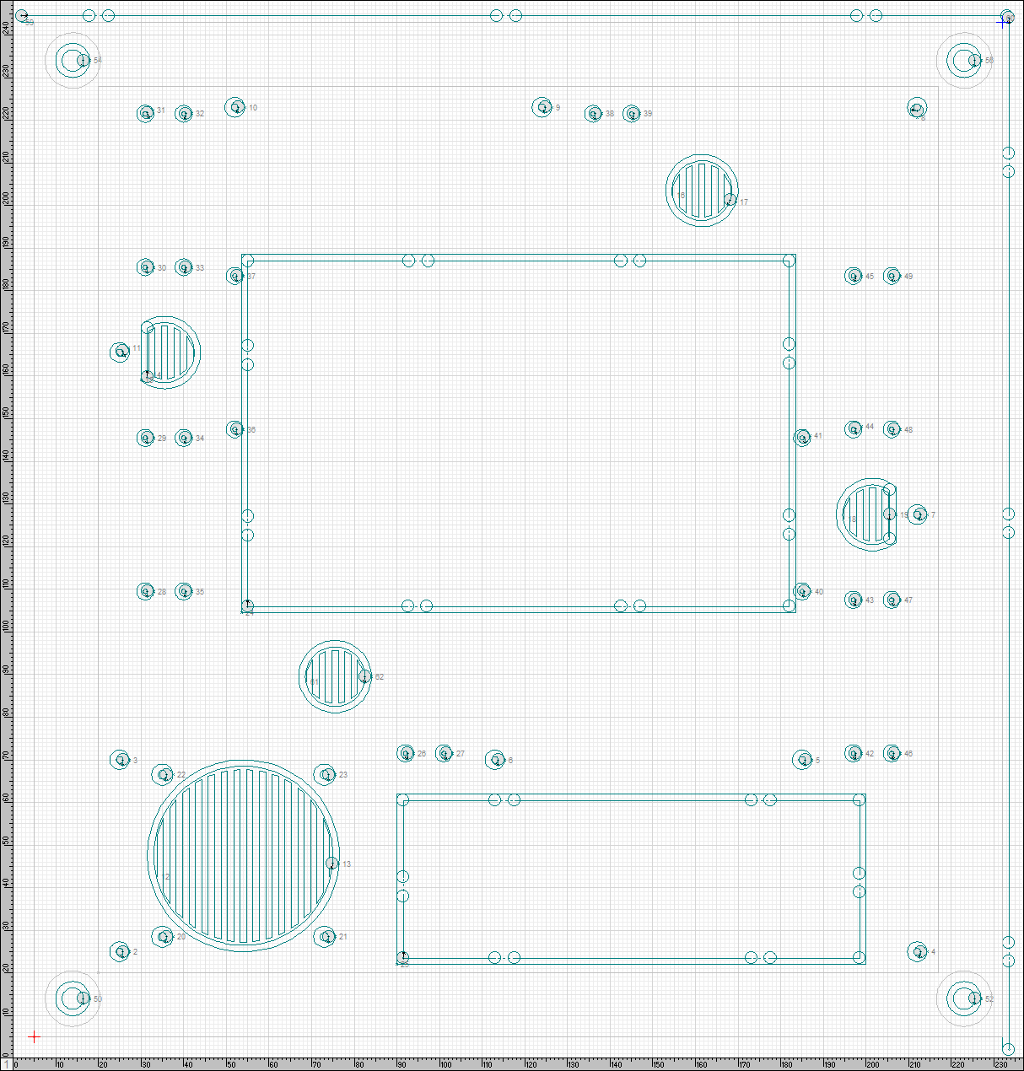
Befestigungsplatte
Ich habe mich entschlossen die Befestigungsplatte über den PCB-Pool fertigen zu lassen. Das ist nicht gerade preiswert, aber da ich über keine Werkstätte verfüge reduziert das die Feinstaub-Belastung in meiner Wohnung erheblich.
Der Entwurf wurde mit der Software „Target 3001“ erstellt (Dateiname: DBT_V1.T3000). Die PCB-Pool Variante der Software kann kostenfrei über die Website von PCB-Pool heruntergeladen werden.
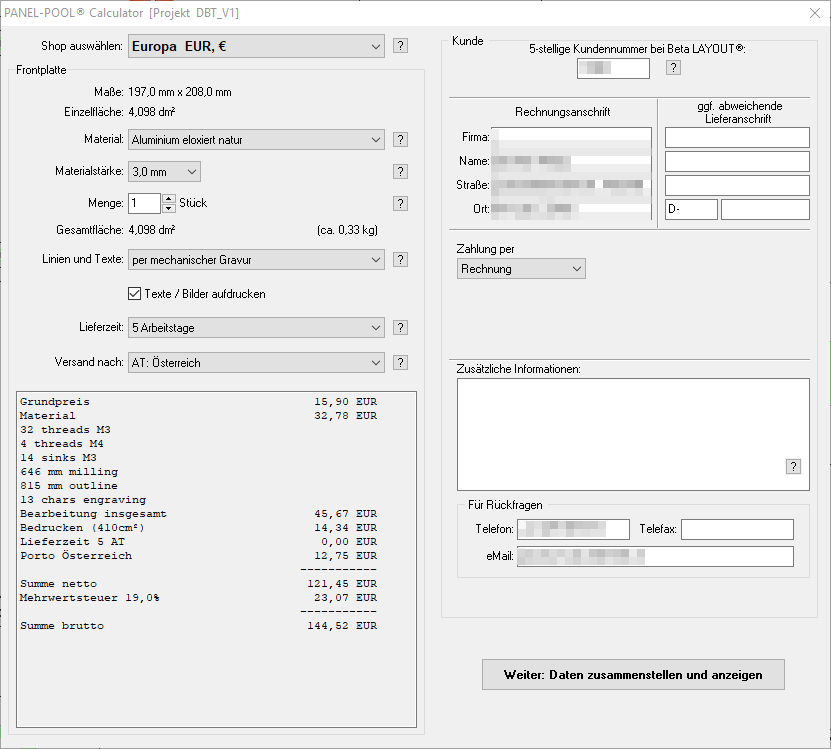
Theoretisch würde eine 2mm starke Alu-Platte ausreichen, wodurch der Preis um ca. €12,- sinken würde. Ich habe jedoch aus folgenden Gründen das stärkere Material gewählt:
- Das Gewinde zur Befestigung der Fassungen ist länger und dadurch stärker.
- Die Befestigungsbohrungen der Platte sollen Senkkopf-Schrauben aufnehmen. Ich gehe davon aus, dass die Senkkopf-Bohrlöcher bei stärkerem Material besser aussehen und besser halten.
Aufbau
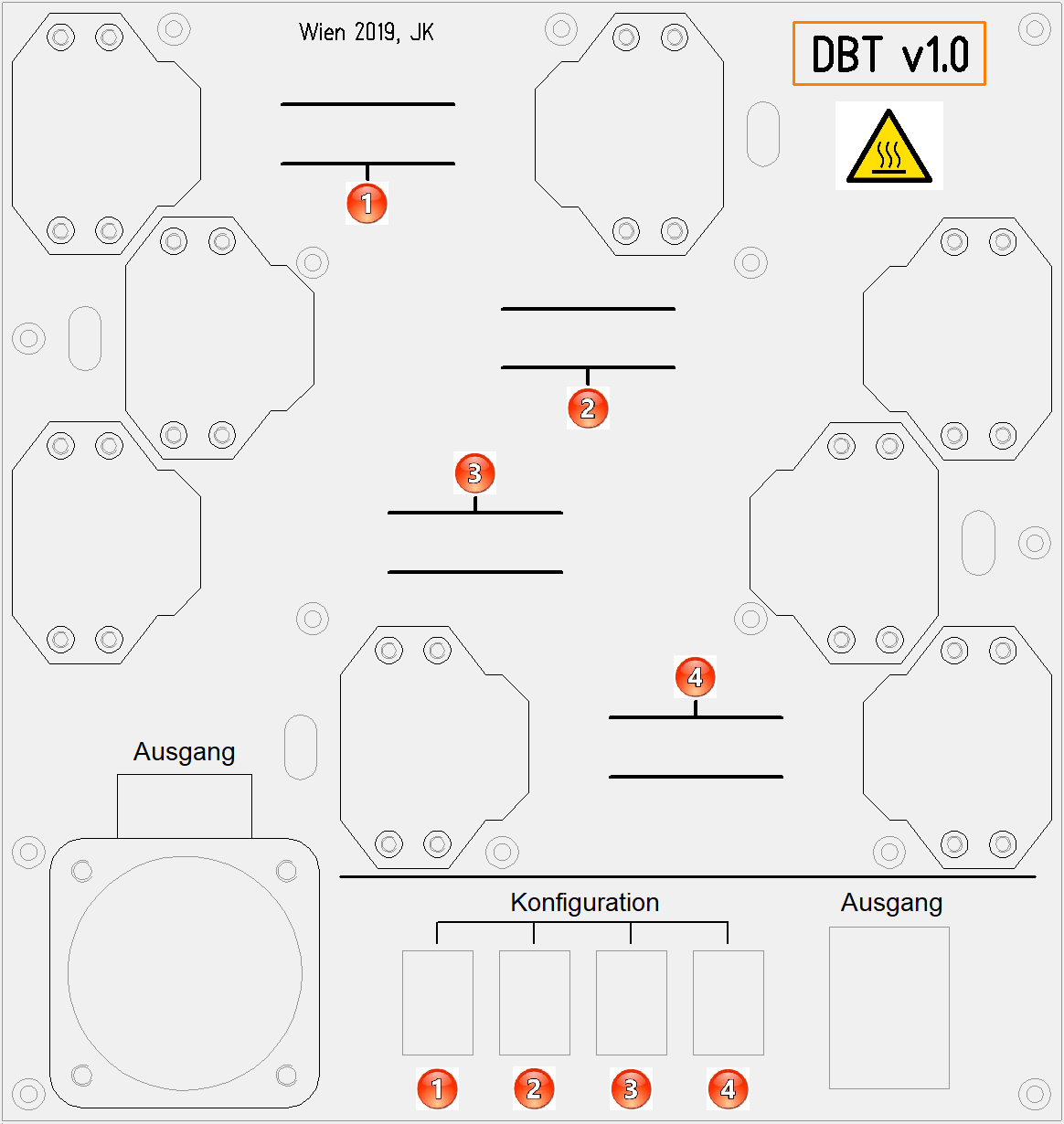
Oberseite
Den Schriftzug „Wien 2019, JK“ habe ich gravieren lassen, da ich die Qualität der Gravur im Aluminium, von diesem Anbieter, sehen wollte. Allerdings hat sich im Nachhinein herausgestellt dass das ein Fehler war. Bei diesem Ergebnis ist für mich schleierhaft, warum dort die Gravur auf Aluminium überhaupt angeboten wird…
(Ehrlicherweise muss ich zugeben, dass es vom Fertiger eine Rückfrage dazu gab, ob ich das wirklich als Gravur haben will und den Hinweis, dass die Gravur nicht besonders gut ist. Ich habe allerdings nicht damit gerechnet, dass das Ergebnis so schlecht ausfällt).
Dafür ist die Qualität der gedruckten Linien, Beschriftungen und Piktogramme sehr gut. Meine zukünftigen Frontplatten, bei diesem Anbieter, werden daher nur noch bedruckt.
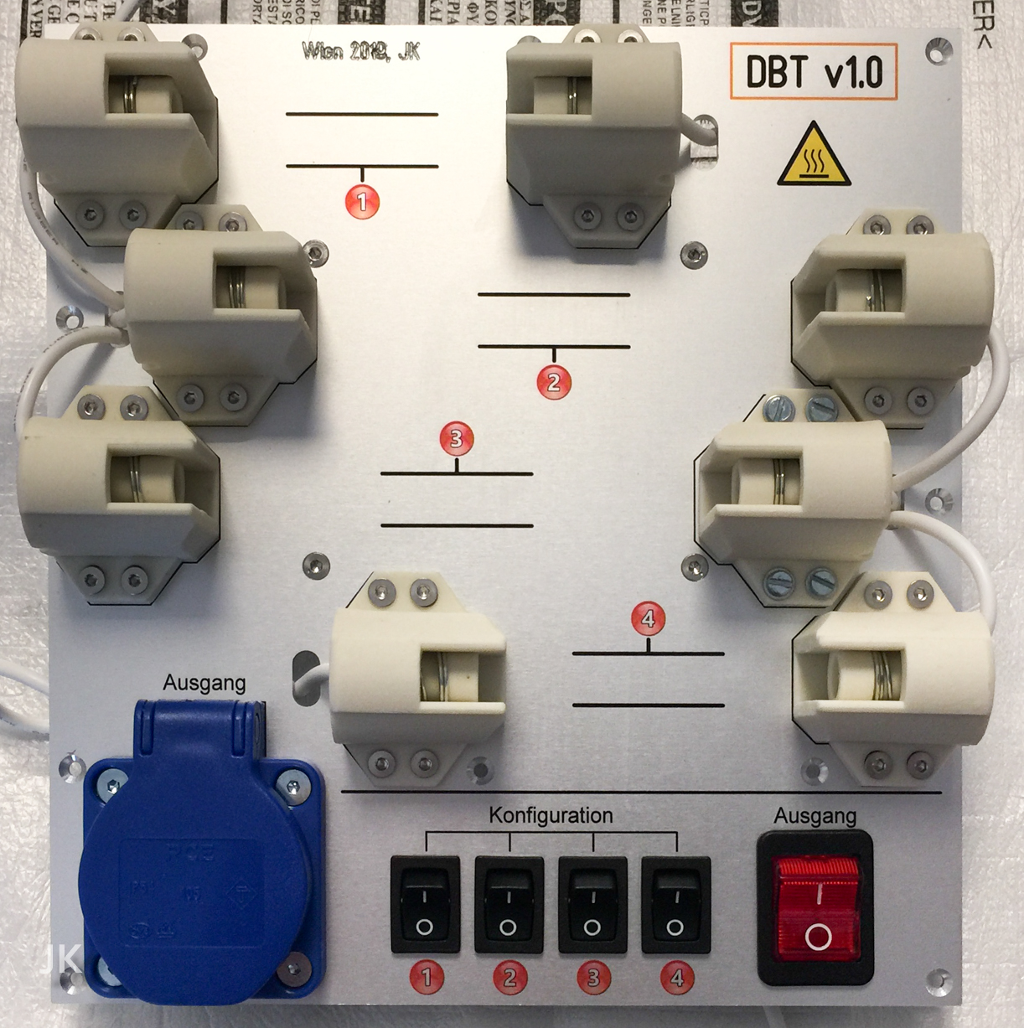
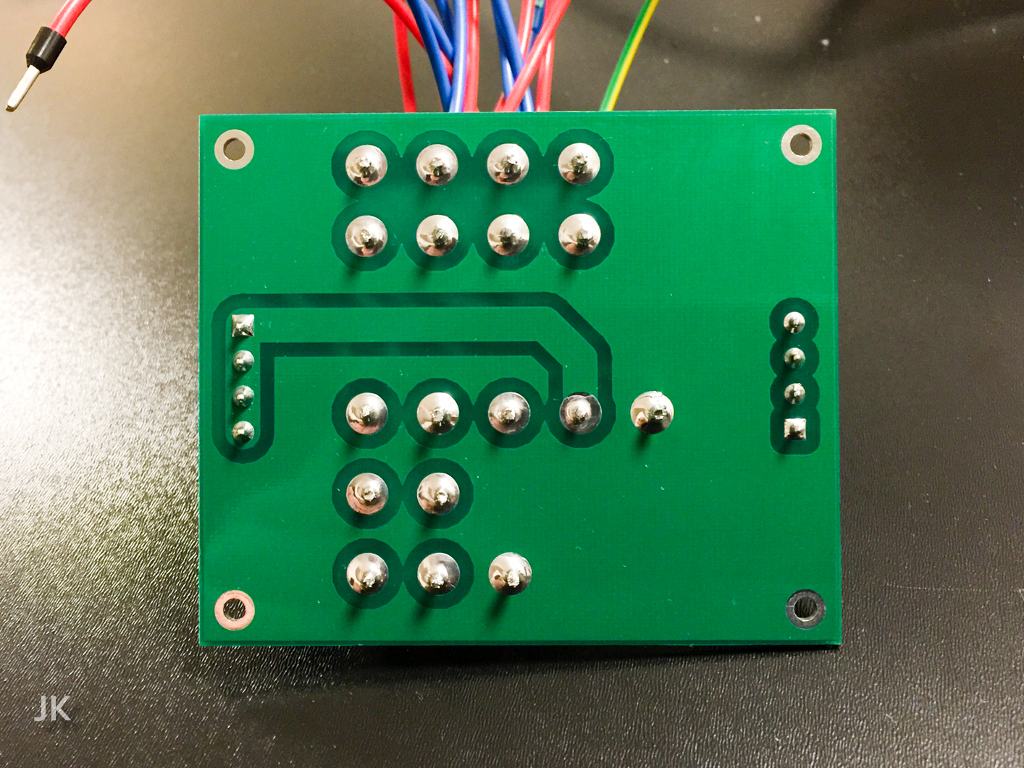
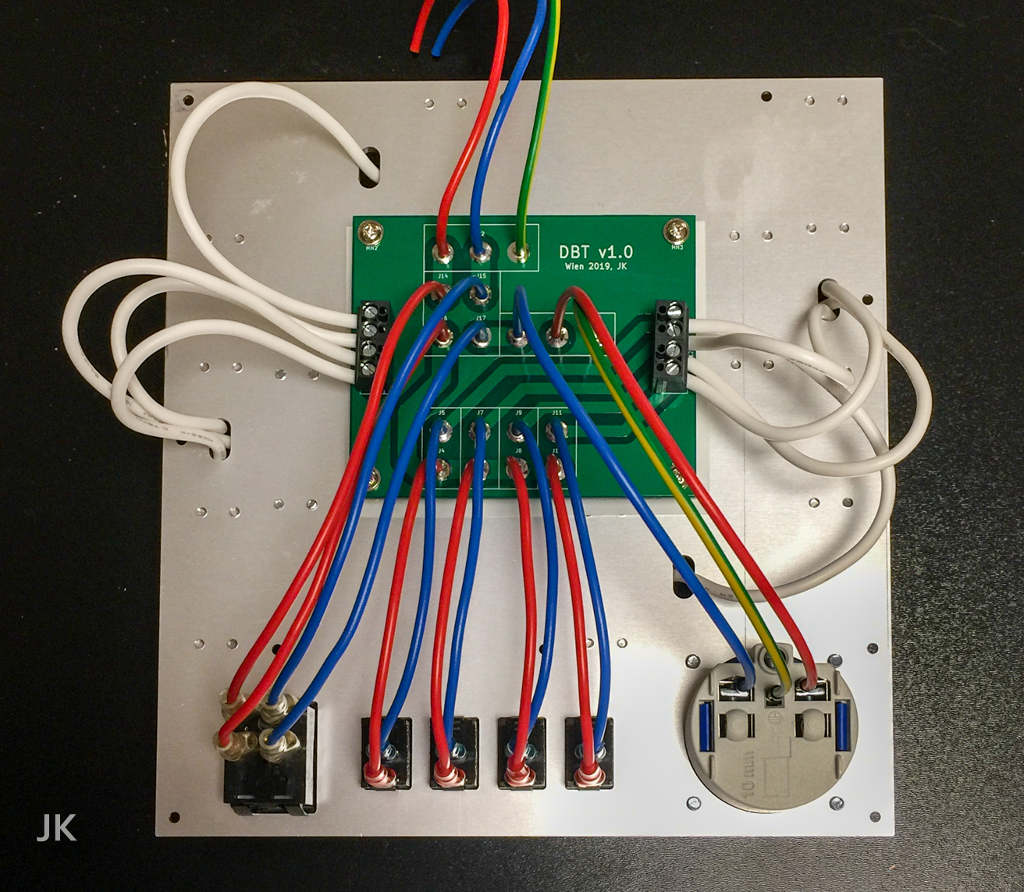
Unterseite
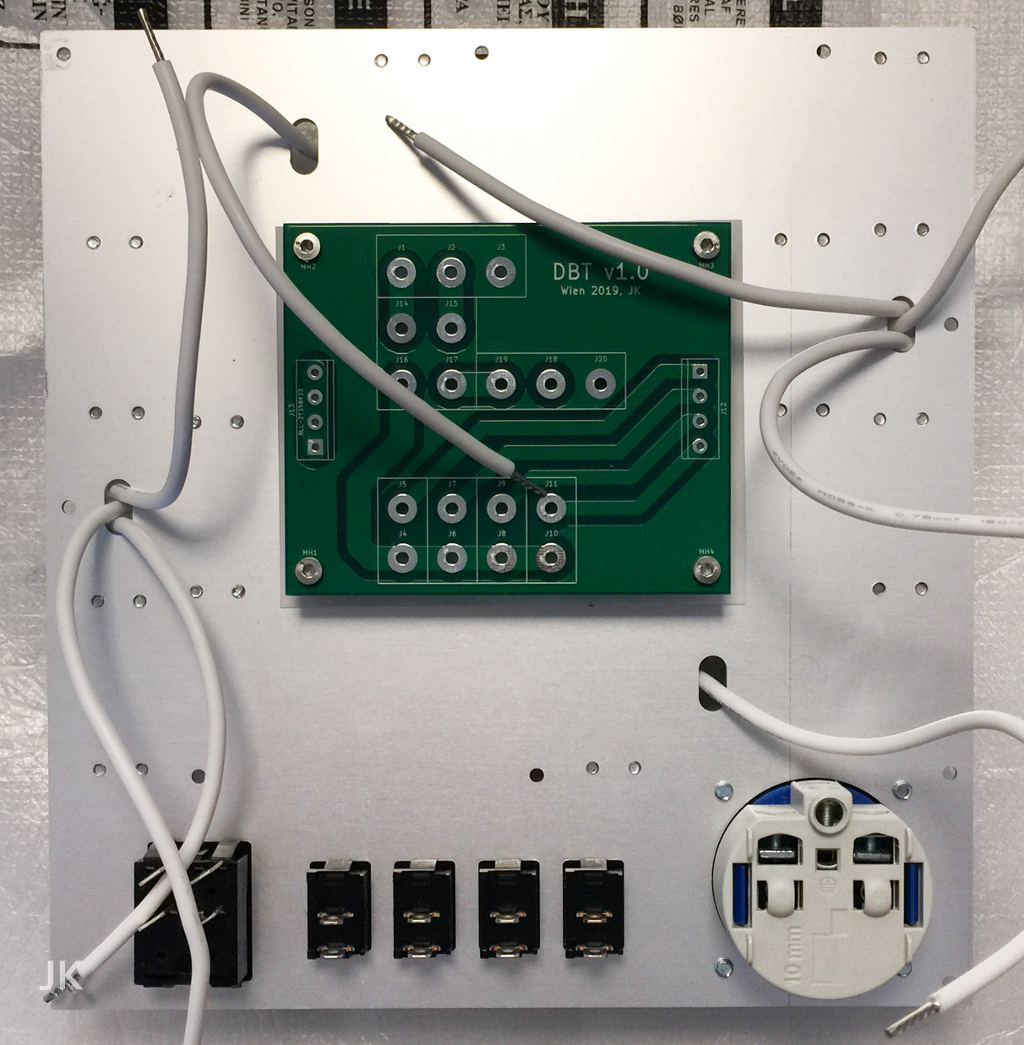
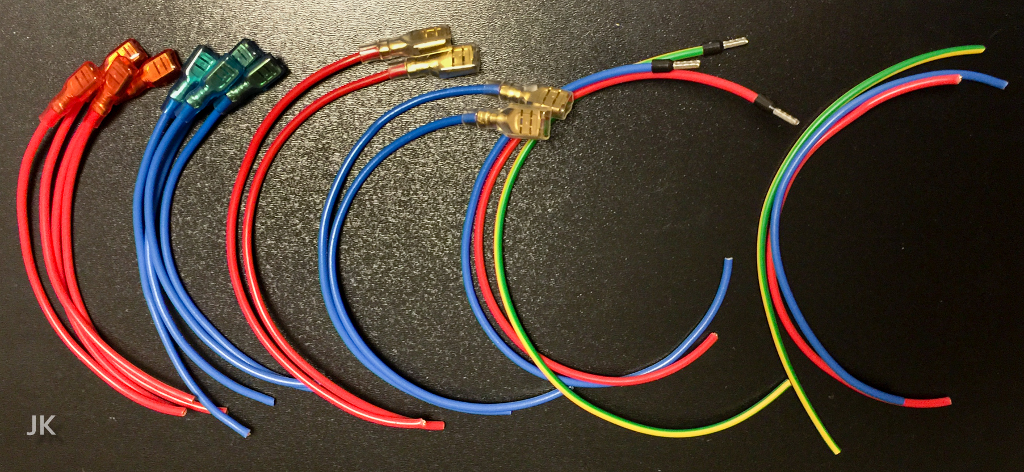
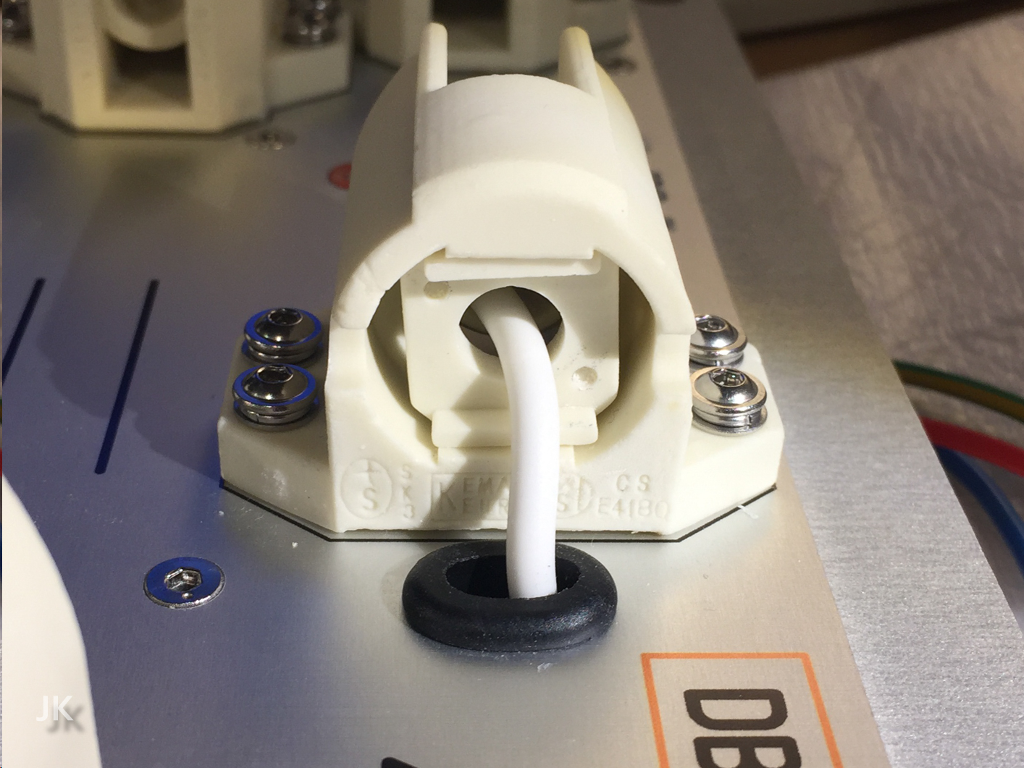
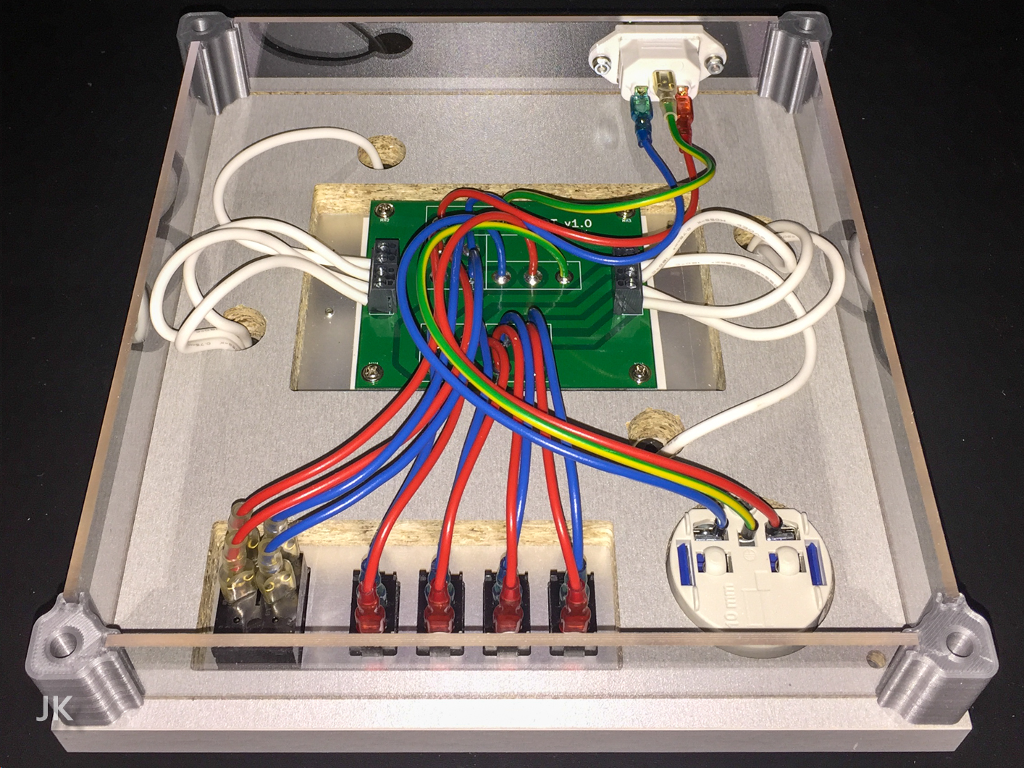
Die Verkabelung
Alle Kabelverbindungen sind einseitig mit einem Flachstecker bzw. einer Ader-Endhülse ausgestattet. Das jeweils andere Ende wird mit der Leiterplatte verlötet. Diese Verbindungs-Art erlaubt es später einzelne Komponenten (z.B. Schalter) bei Bedarf ohne Lötstation zu tauschen.
Um die Kabeln zu schützen, habe ich folgende PVC-Kabeldurchführungen verwendet:
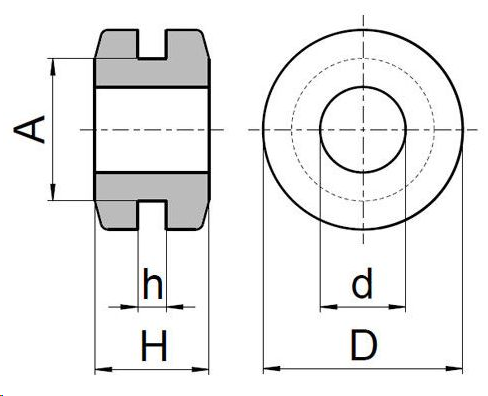
| Montagebohrung A: | 10mm |
| Kabel Durchmesser d: | 8mm |
| Wandstärke h: | 3mm |
Der Umfang der von mir vorgesehenen Durchbrüche ist 30,85mm. Der Umfang eines 10mm Kreises ist 31,416mm, also gibt es hier sogar noch eine Reserve. Die PVC-Kabeldurchführung in das Loch zu bekommen war trotzdem ganz schön aufwändig. Bei dem gewählten Innendurchmesser der Kabeldurchführung können Kabel von 3 Fassungen ohne Probleme gemeinsam durchgeführt werden.
Gehäuse
Die Ober- und Unterseite des Gehäuses wurden aus einer Spanplatte gefräst. Die Seitenteile wurden aus Makrolon® gefräst und mit Druckteilen aus PLA zusammengesteckt und mit Möbel-Verbindungsschrauben verschraubt.
Obere-Platte
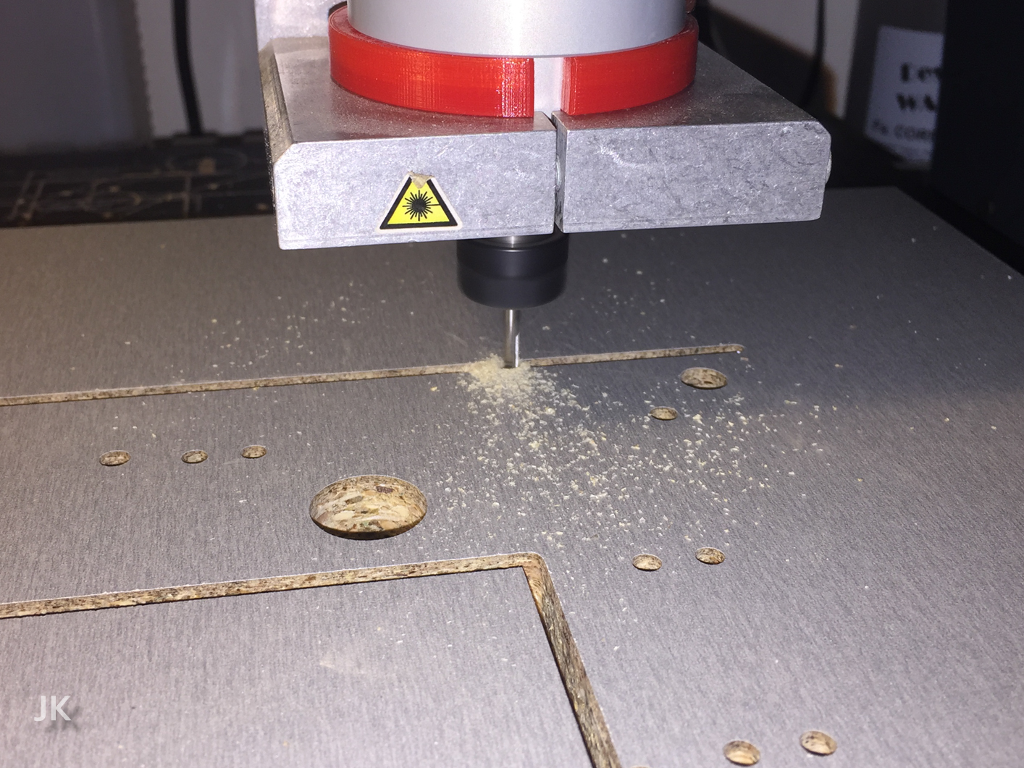
Das ist der arbeitsintensivste Teil des Gehäuses, da hier die meisten Schnittkanten zu verarbeiten sind.
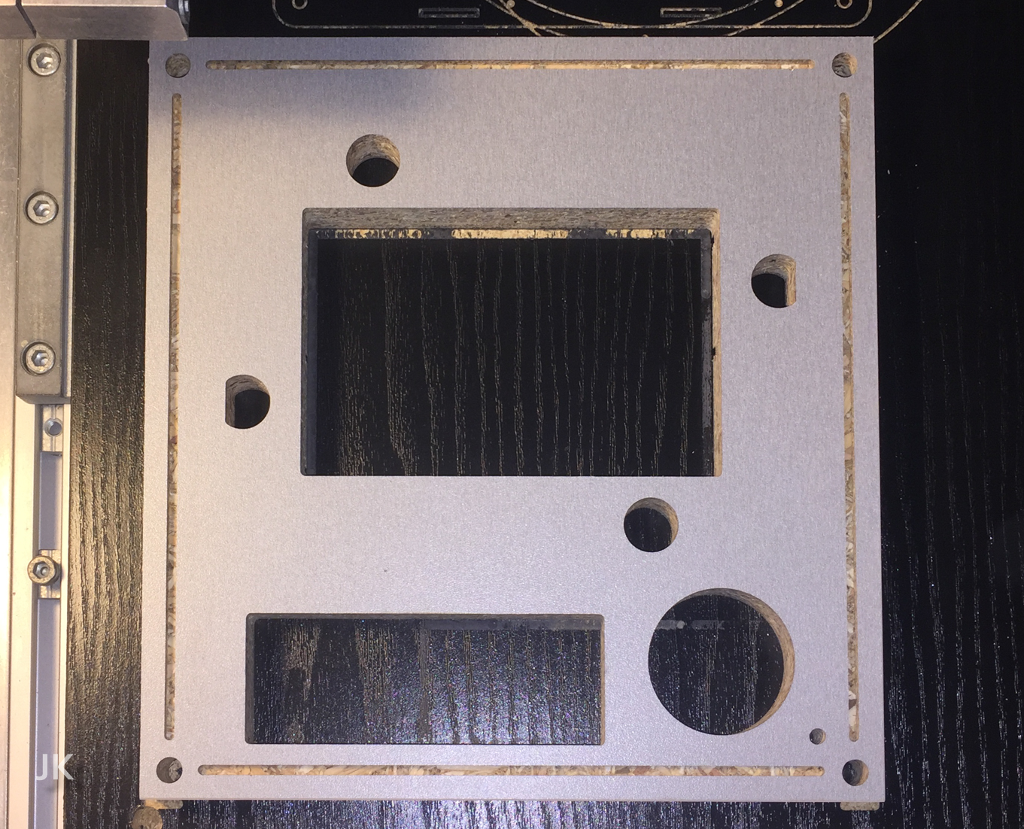
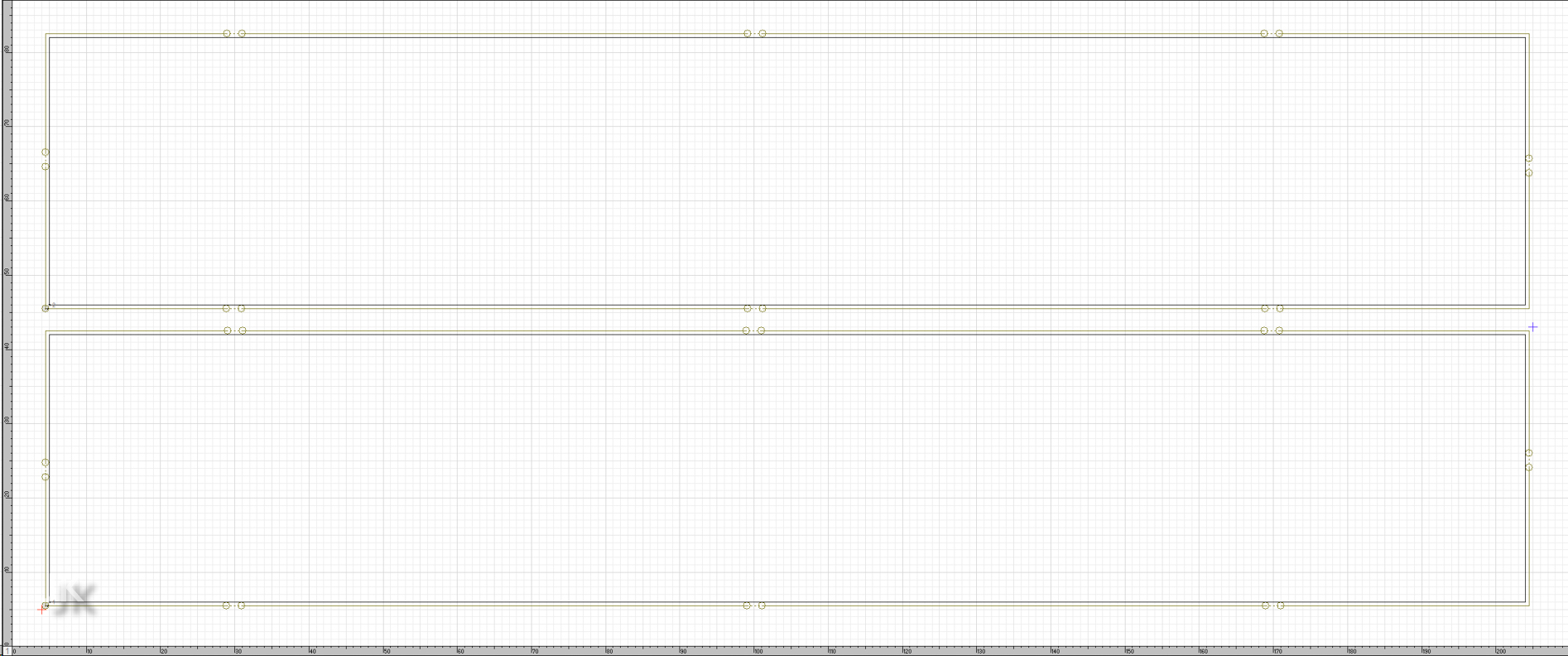
Oberseite
Da ich diese Platte aus einem Eck der großen Spanplatte heraus fräsen wollte, sind hier keine Schnittpfade für die linke und die untere Kante enthalten. So bleibt die Originalbeschichtung dieser Kanten erhalten und die Verarbeitungsdauer ist etwas kürzer.
Die kleineren Ausbrüche werden komplett als Taschen ausgefräst. Das ist meiner Meinung nach sicherer, da die ausgefrästen Innenteile beim abfräsen der Verbindungsstege nicht weg fliegen können. Die großen Rechtecke bleiben intakt und werden zum Schluss durch Verbindungsstege gehalten, welche im Letzten Bearbeitungsschritt ebenfalls entfernt werden. Alternativ können diese sogar mit einem Teppichmesser abgetrennt werden.
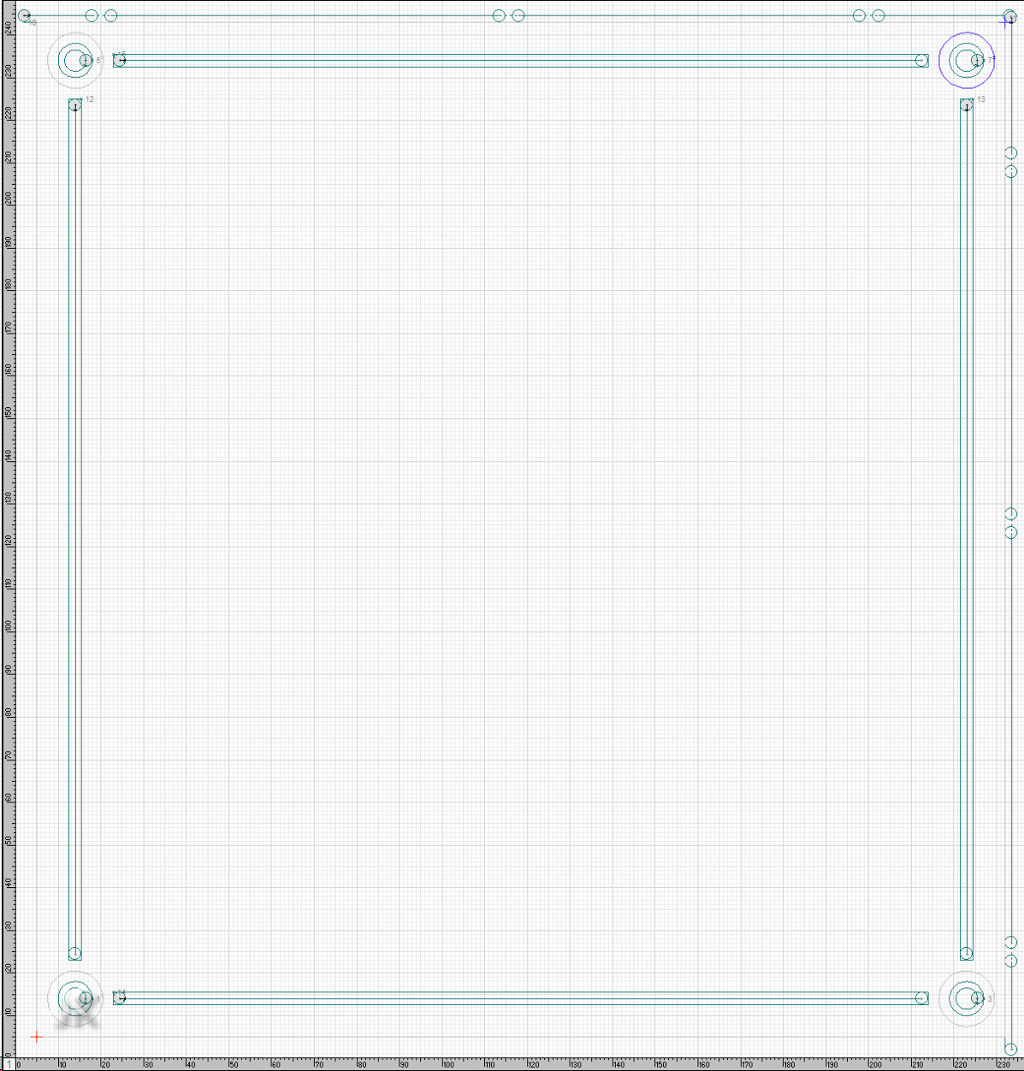
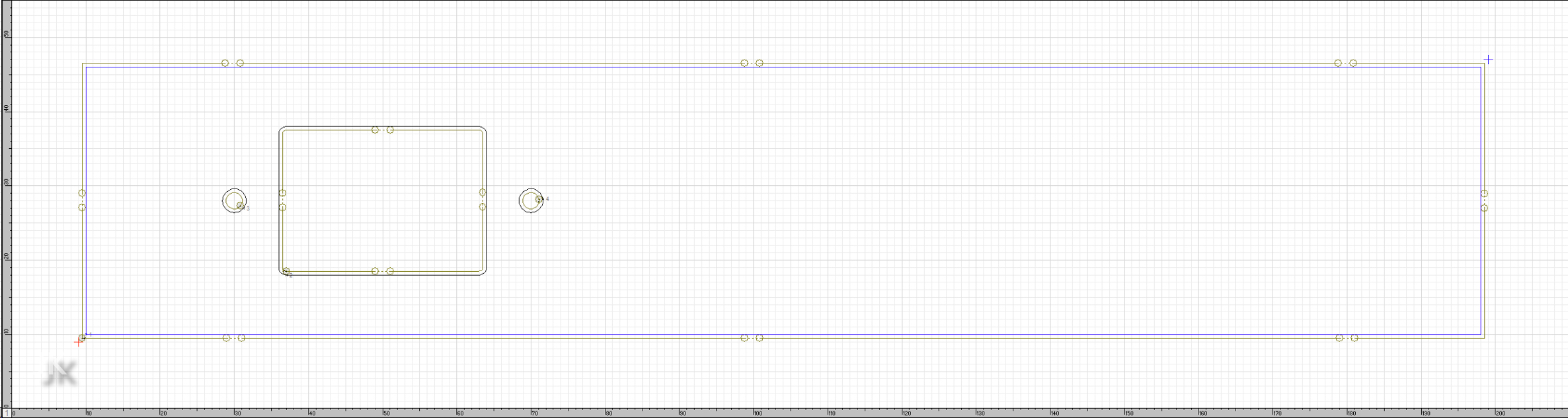
Unterseite
Bei der oberen Platte kann fast alles von oben gefräst werden.
Die Schlitze für die Makrolon® Seitenteile bilden eine Ausnahme. Diese befinden sich auf der Unterseite der Platte und wurden daher nach dem Wenden mit Hilfe einer weiteren CNC-Datei von der anderen Seite noch einmal bearbeitet.
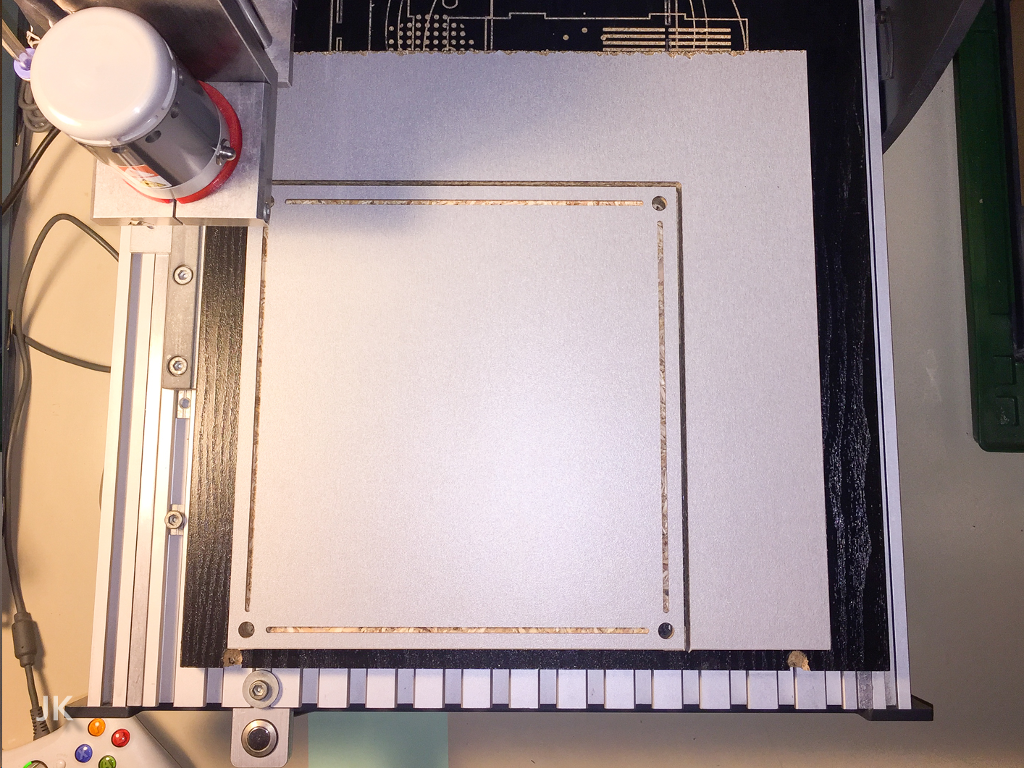
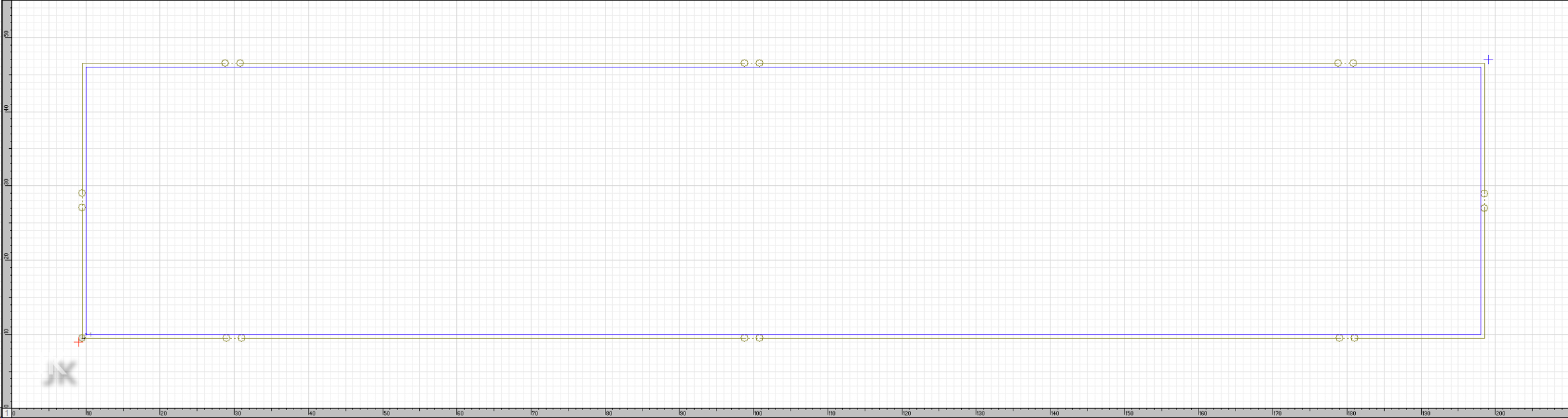
Untere-Platte
Die Untere Platte kann komplett von einer Seite gefräst werden. Das Wenden und neu Ausrichten der Fräsmaschine entfällt somit.
Seitenteile
Vorderseite
Rückseite
Die Rückseite wurde mit einem Ausschnitt für die Kaltgerätebuchse samt Löcher für Befestigungsschrauben gefräst.
Eck-Teile
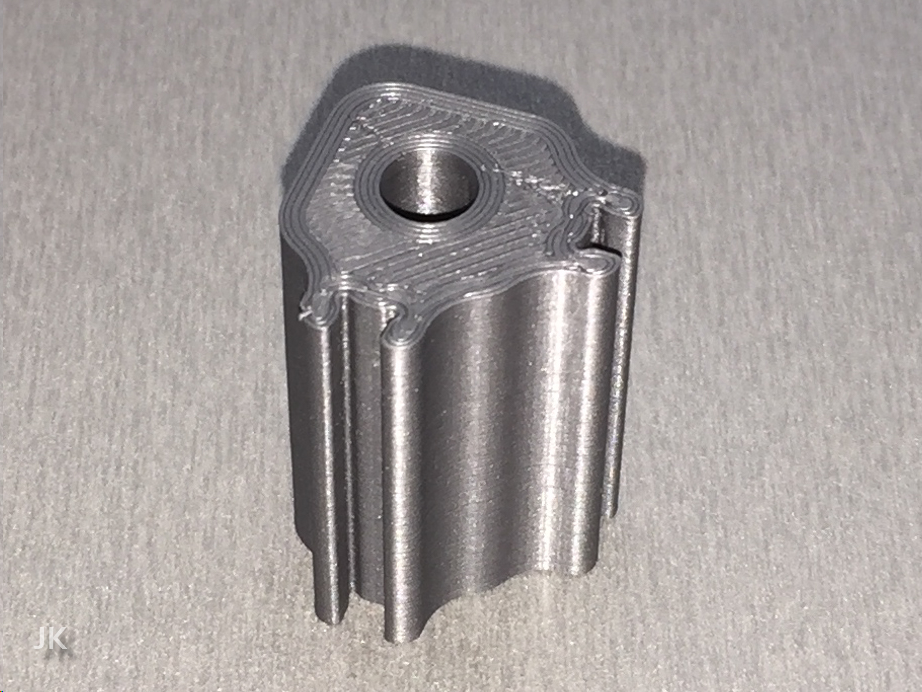
Die Eck-Teile sind die einzigen Elemente bei diesem Projekt, die gedruckt wurden. Die Höhe der Eckteile beträgt 30mm. Die im 90° Winkel angeordneten Halterungen nehmen die 3mm starken Seiten-, Rück- und Front-Teile aus Makrolon® auf.
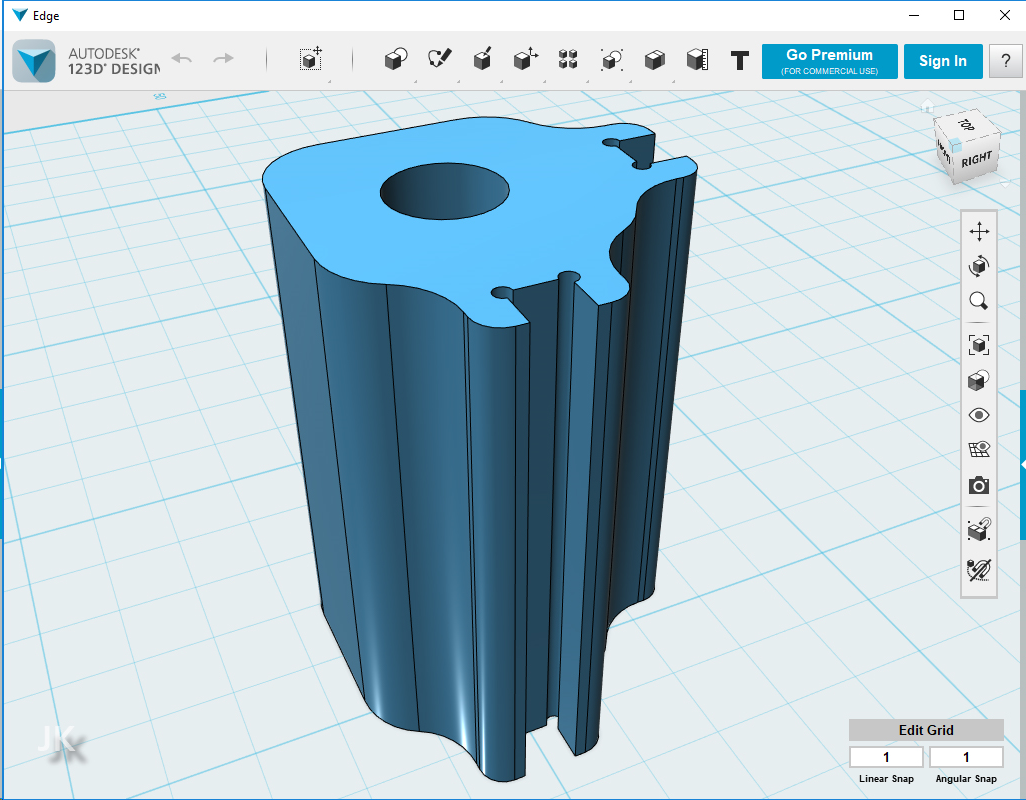
Die Eck-Teile müssen nicht voll gedruckt werden, da sie keiner besonders großen Belastung ausgesetzt sind. Ich habe hier 30% gewählt. Genauere Angaben zu den 3D-Drucker-Einstellungen enthält folgender Auszug aus meiner G-CODE-Datei:
;SETTING_3 {"global_quality": "[general]\nversion = 3\nname = Fine #2\ndefini
;SETTING_3 tion = ultimaker2_plus\n\n[metadata]\nsetting_version = 4\nqualit
;SETTING_3 y_type = normal\ntype = quality_changes\n\n[values]\nadhesion_typ
;SETTING_3 e = none\n\n", "extruder_quality": ["[general]\nversion = 3\nname
;SETTING_3 = Fine #2\ndefinition = ultimaker2_plus\n\n[metadata]\nposition
;SETTING_3 = 0\nsetting_version = 4\nquality_type = normal\ntype = quality_ch
;SETTING_3 anges\n\n[values]\ninfill_sparse_density = 30\nspeed_print = 30\
;SETTING_3 ntop_bottom_thickness = 1.2\nwall_thickness = 1.2\n\n"]}
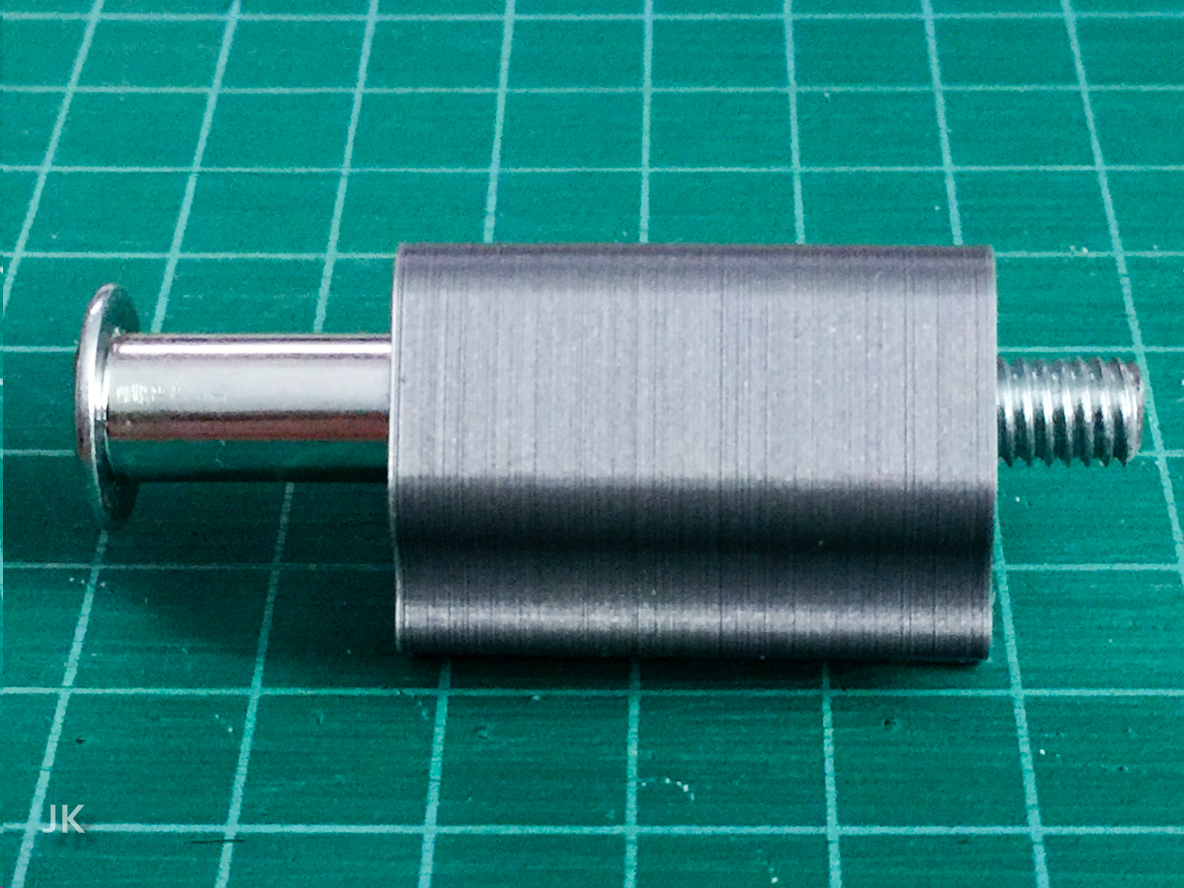
Die Möbel-Verbindungsschrauben
Ich habe hier einfach 4 Verbindungsschrauben genommen, die in der Schraubenkiste jahrelang gelegen sind. Ich musste sie nur kürzen. Die Schraubmuttern haben in meinem Fall einen Durchmesser von 7,8mm (der Teil, der in die Spanplatte eingeschoben wird) und 13mm, (der Kopf). Die Länge des 7,8mm Teils beträgt 15,3mm, sodass die Mutter komplett innerhalb der Spanplatte Platz findet.

Vor dem Verschrauben der Bodenplatte
Die Rückseite nach dem Zusammenbau

Die Vorderseite nach dem Zusammenbau

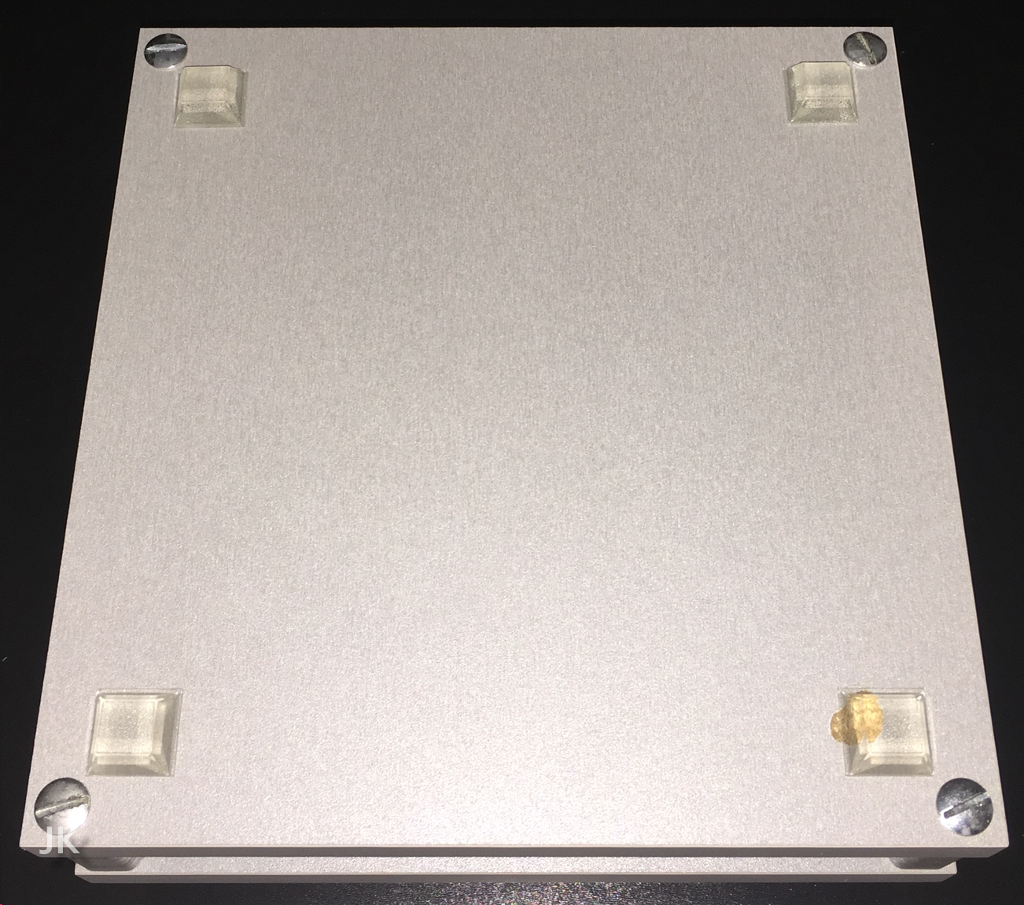
Bodenplatte mit aufgeklebten Gerätefüßen
Bestückung mit Leuchtmittel
Meine Leuchtmittel-Bestückung sieht wie folgt aus:
| 1 | 230V/48W/78mm |
| 2 | 230V/150W/118mm |
| 3 | 230V/200W/118mm |
| 4 | 230V/120W/78mm |
Die damit einstellbaren Leistungen sind:
| 0W | Schalter 1+2+3+4 aus |
| 48W | Schalter 1 |
| 120W | Schalter 4 |
| 150W | Schalter 2 |
| 168W | Schalter 1+4 |
| 198W | Schalter 1+2 |
| 200W | Schalter 3 |
| 248W | Schalter 1+3 |
| 270W | Schalter 2+4 |
| 318W | Schalter 1+2+4 |
| 320W | Schalter 3+4 |
| 350W | Schalter 2+3 |
| 368W | Schalter 1+3+4 |
| 398W | Schalter 1+2+3 |
| 470W | Schalter 2+3+4 |
| 518W | Schalter 1+2+3+4 |
Tests
Die Konfiguration der DBT-Leistung sollte bei ausgeschaltetem „Ausgang“ erfolgen:
- Alle Schalter des DBT auf „Aus“ oder „Off“ stellen.
- Prüfleistung mit Hilfe der Schalter 1-4 einstellen.
- Zu prüfendes Gerät mit der Ausgangsbuchse (blau) des DBT verbinden.
- DBT-Ausgang einschalten.
- Zu prüfendes Gerät einschalten.

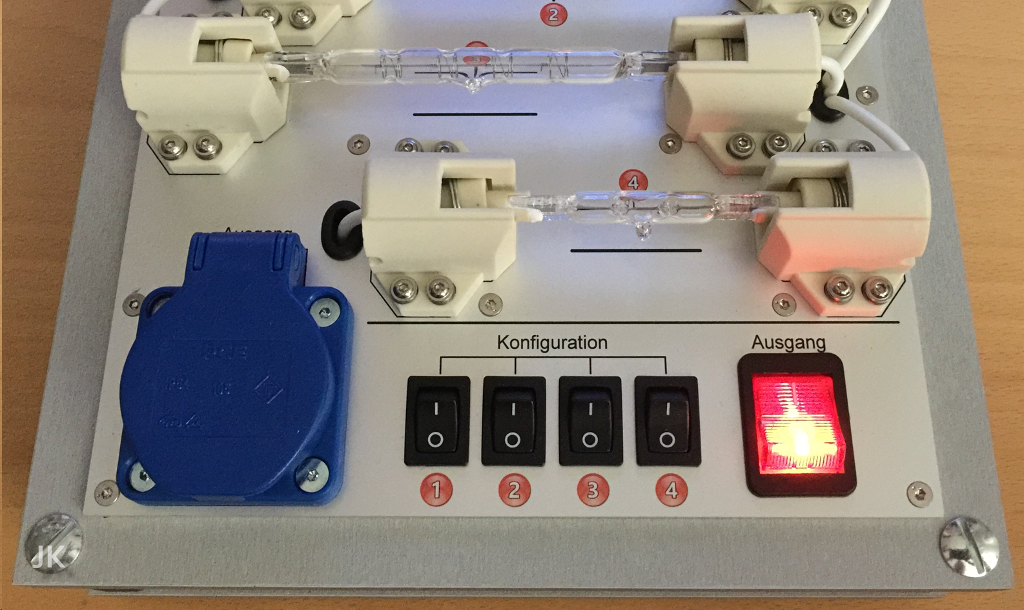
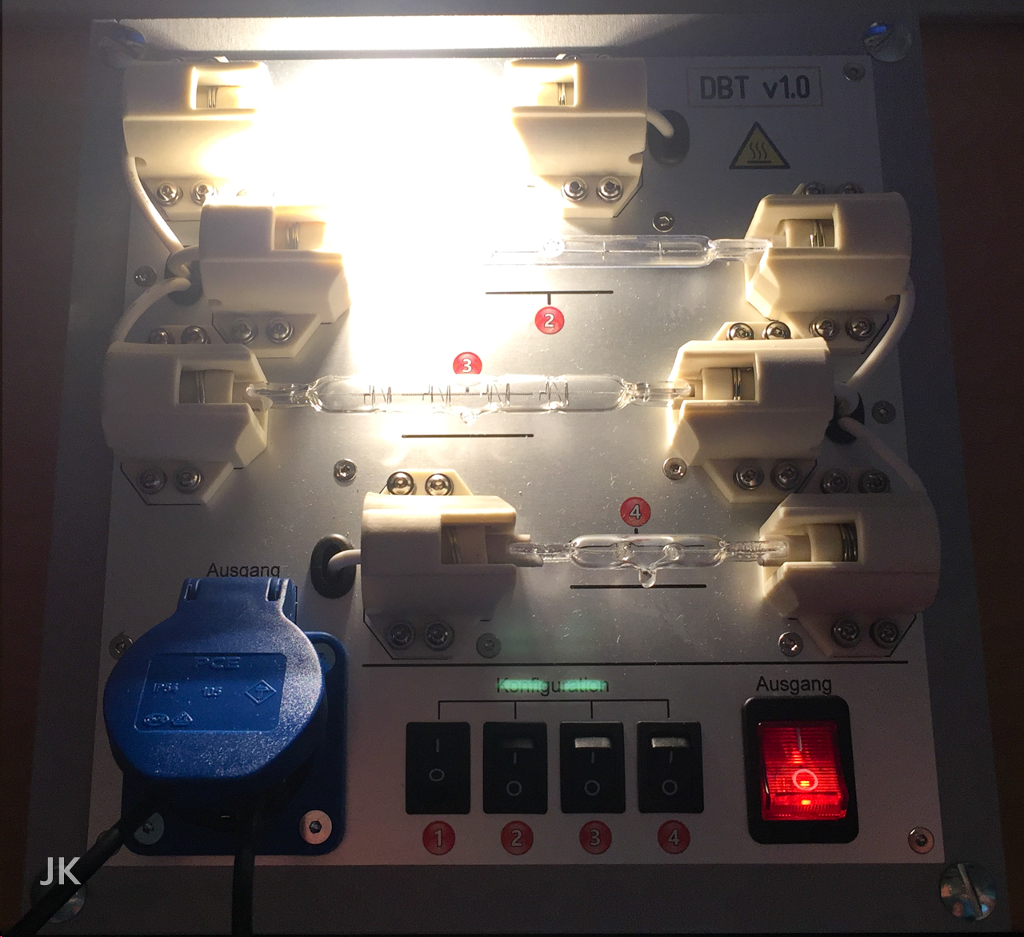
Folgendes Bild zeigt den 48W Test. Das Leuchtmittel leuchtet mit voller Leistung da am Ausgang statt eines Prüfobjekts ein Kurzschlusskabel eingesetzt wurde.
Im Normalfall, bei einem funktionierenden bzw. halbwegs funktionierenden Prüfobjekt übernimmt das Leuchtmittel des Testers nur eine Teil-Last und leuchtet dadurch wesentlich schwächer oder überhaupt nicht.
Projektdateien
- Gerber-Dateien zur Herstellung der Leiterplatte (01.01.2019)
- Target 3001 Datei zur Herstellung der Frontplatte (28.11.2019)
- 3D-Teile des Gehäuses (28.11.2019)
- Galaad CNC Dateien (Gehäuse) (28.11.2019)
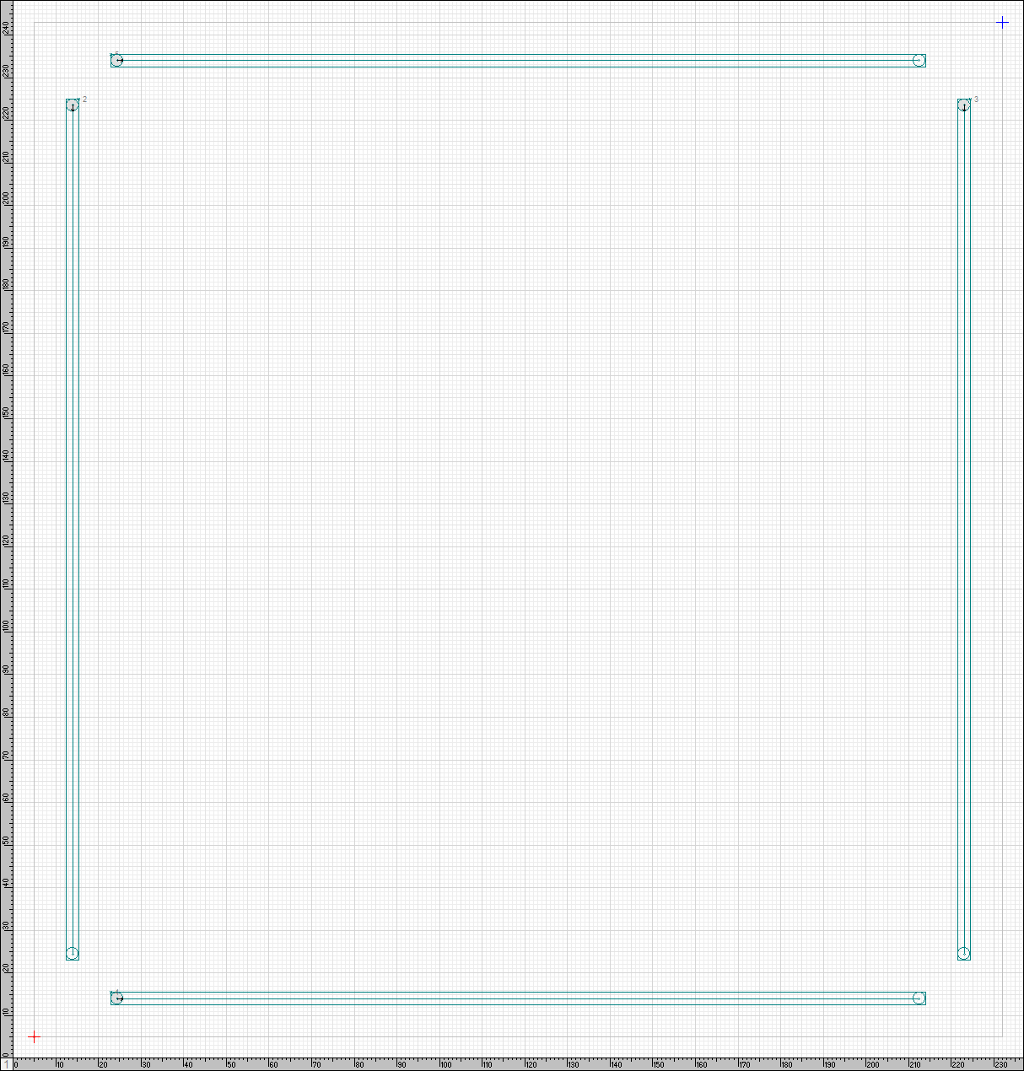
Die Datei „Slots.gal“ im Galaad CNC-Archiv enthält die Ausschnitte für Polycarbonat-Platten aus denen die Gehäuse-Seitenteile gefertigt wurden. Diese Datei ist sowohl für die Unterseite der oberen Platte, als auch für die Oberseite der unteren Platte verwendbar. Die Bearbeitung erfolgte mit folgenden CNC-Werkzeugen:
- VHM Einschneider L1S Ø1,0mm SL=3,0mm (Sorotec.de Best. Nr.: L1S.0100.03).
- VHM Zweischneider L2S Ø3,0mm SL=15,0mm (Sorotec.de Best. Nr.: L2SA.0300.15).
Schlussbemerkung
Das Gerät ist bei mir bereits mehrmals zum Einsatz gekommen und hat sich dabei bestens bewährt. Es ist eine einfache aber nützliche Ergänzung der üblichen E-Labor-Ausstattung.
Die Schutzfunktion des DBT greift immer dann, wenn der Strom plötzlich unerwartet ansteigt. Bei einem Sicherheits-Trenn-Transformator ohne integrierte Strombegrenzung kostet so etwas normalerweise die Schmelzsicherung des Transformators.